

金属缠绕垫安装案例解析
大口径的金属缠绕垫是换热器管箱法兰的关键密封元件。为了最大程度降低换热器管箱法兰处密封失效, 正确安装金属缠绕垫片及应用正确的螺栓紧固顺序和适当的紧固扭矩是非常重要的。
1 问题的提出
某一出口哈萨克斯坦的工业冷冻项目, 其中的U形管式换热器, 按GB 151对换热器的表示方法, 其型号为BIU1500-8.3/2.07-1142-7/19-2[1] (如图1所示) , 设计压力为8.3 MPa, 水压试验压力为10.8MPa;全螺纹螺栓规格为M64×3, 长度为L=880mm, 材料为SA-320 L7, 数量为46个;螺母材料为SA-194 Gr.4;管板两侧所使用的垫片是带有内环的金属缠绕垫。在进行液压试验时, 当压力升到8.5 MPa时, 管箱法兰的上部位置发生泄漏, 通过扭矩倍增器将螺栓紧固扭矩提高到9 500 N·m后, 仍然泄漏。后来采取将与泄漏处对称位置的螺栓松动的办法, 然后再重新紧固泄漏处的螺栓以及松动的螺栓, 重新进行液压试验。随着试验压力的不断升高, 在管箱法兰的最低位置开始出现泄漏, 并有逐渐增加的趋势, 同时发现有少量的不锈钢金属带从管箱法兰的最低处被挤了出来, 并且随着管箱内压力的升高, 不锈钢金属带挤出越来越多, 泄漏也越来越大。

图1 U形管式换热器Fig.1 U-tube exchange 下载原图
2 管箱组件和管束组件的拆卸
因管箱法兰密封处出现了泄漏, 且金属缠绕垫已经损坏, 于是决定将管箱组件拆卸掉。由于管箱法兰的螺栓公称直径为M64×3, 部分螺栓的紧固扭矩也达到了9 500 N·m, 螺栓拆卸扭矩约为紧固扭矩的1.5~2.0倍, 因此对管箱组件拆卸带来了很大的难度。因没有恰当的工具可用, 不得不动用加扳手套管、大榔头敲击以及葫芦牵拉扳手等方法拆卸, 经过三天的不懈努力, 仍有两个螺栓拆不下来, 最后不得不动用气割把螺栓拦腰割断, 才把管箱组件拆卸掉。
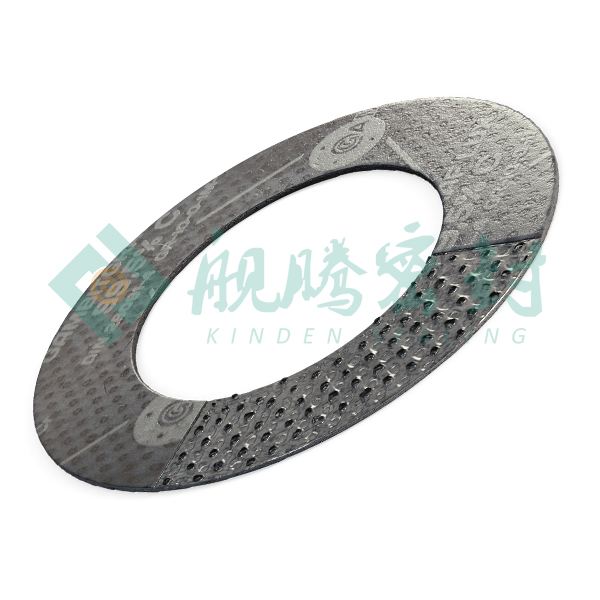
拆卸下管箱组件后, 发现金属缠绕垫的缠绕部分已经全部散架脱落, 仅剩金属内环, 金属缠绕垫的中间分程隔板金属条已经扭曲变形, 如图2所示。

图2 管程侧损坏的金属缠绕垫Fig.2 Damaged metal spiral wound gaskets of tube sides 下载原图
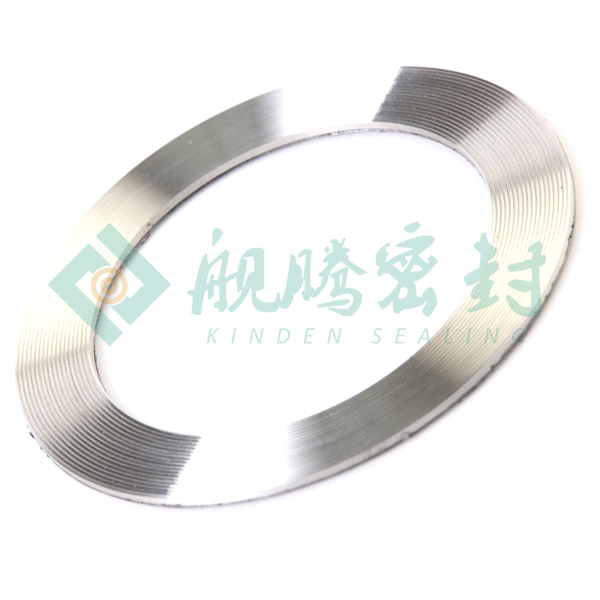
管箱组件拆卸的过程中, 尽量保持管板管束组件和壳程不发生位移, 但还是发现壳程侧的金属缠绕垫也出现了类似管程金属缠绕垫被挤出的现象, 且有增多的趋势, 为保险起见同时更换壳程侧的金属缠绕垫。借助于管板上面预留的吊环螺钉孔和管束组件的滚轮组件, 在手拉葫芦的配合下, 终于将重达约24 t的管束组件从筒体内抽出, 此时发现金属缠绕垫也已经散架脱落, 如图3所示。

图3 壳程侧损坏的金属缠绕垫Fig.3 Damaged metal spiral wound gaskets of shell sides 下载原图
3 泄漏分析
从拆卸的金属缠绕垫来看, 管程侧的金属缠绕垫的分程隔板密封条已经被管箱的分程隔板挤压而发生扭曲变形, 表明安装金属缠绕垫时没有被完全地定位在管板与管箱法兰密封面间是一个主要原因, 另外一个原因是发现泄漏后松动下部螺栓而引起偏移。一旦金属缠绕垫发生了位移, 金属缠绕垫的分程隔板密封条也脱离了管板的分程隔板槽。当松动螺栓再重新紧固螺栓时, 就出现了将金属缠绕垫压溃及其分程隔板密封条挤压扭曲的现象。
由于安装管箱密封时并不知道这一情况, 认为泄漏是因为螺栓紧固扭矩不到位的原因, 于是就增加紧固扭矩, 随着螺栓的紧固扭矩不断增大, 把金属缠绕垫压坏和挤出, 从而破坏了密封。
至于壳程侧的金属缠绕垫, 是因为在拆卸管箱时松动紧固螺栓, 使金属缠绕垫发生了位移, 从而破坏了密封。
总之, 管程侧也好, 壳程侧也好, 金属缠绕垫密封失效的原因有三点:
(1) 因为金属缠绕垫没有完全地定位在密封面位置。
(2) 在后续的螺栓松动时发生了位移导致金属缠绕垫脱离原来的密封面位置。
(3) 螺栓的预紧力过大, 也可能会把垫片压坏或挤出, 从而破坏了密封。
因此, 如何保证安装过程中金属缠绕垫不发生位移和螺栓预紧力控制是避免密封泄漏的关键。
4 方案制定
某制造厂干式蒸发器的平盖管箱的结构是由两个弹性圆柱销[2]将筒节、垫片和平盖组成, 再利用这两个弹性圆柱销将垫片和筒节与管板进行定位, 并通过螺栓把管箱组件与管板固定。于是, 本方案设想也用弹性圆柱销把金属缠绕垫固定在法兰或管板上, 这样金属缠绕垫就不会出现错位和位移了, 具体做法是:
首先, 在金属缠绕垫的内环上钻4个均布的直径为3.2 mm的定位孔, 开孔对其强度基本没有影响;其次, 将这四个定位孔与管箱法兰配钻, 这样就减少了在钻孔时因振动对金属缠绕垫的产生不良影响, 同时配钻也避免钻孔误差而导致装配不准确等问题。
5 方案实施
首先, 将法兰密封面清理干净, 并将未拆除塑料包装带的缠绕垫与管箱法兰进行预装配, 保证垫片正确就位, 并在金属缠绕垫的不锈钢内环与管箱法兰配钻上述4个均布的定位孔。然后, 小心拆除掉金属缠绕垫的塑料包装带, 检查垫片表面不得有径向划痕等缺陷。最后, 用弹性圆柱销将金属缠绕垫与管箱法兰固定好, 然后进行管箱组件与管板的装配。
6 管箱安装
管箱组件与管板装配后, 以下几个关键工序对密封起到关键的作用。
(1) 螺栓的紧固顺序要求。螺栓和螺母的螺纹必须保证清洁, 不允许粘附机械杂质, 旋紧螺母时应用力均匀, 螺栓的紧固应对称均匀进行[3], 且紧固螺栓时应分三轮逐步均匀进行, 每一轮应把螺栓拧紧至最后紧固扭矩的1/3[3], 每轮的起点应相互错开120°, 使垫片受压均匀。
(2) 螺栓的紧固扭矩要求。根据螺纹紧固件紧固通则[4]和国内外的实际操作经验, M64×3螺栓的推荐扭矩为8 500 N·m, 在紧固螺栓扭矩时, 需要将该扭矩分三轮逐渐增加到规定的扭矩值, 不可一次紧固到位[3]。有关资料统计表明, 国内约80%密封的预紧是按经验操作的, 能保证密封可靠性的只有22.3%[5], 因此按照螺栓的紧固扭矩和选用合适扭矩扳手是保证密封的重要因素。
(3) 选择合理的金属缠绕垫片压缩量。目前, 控制金属缠绕垫片的预紧力大小主要有两种方法:一是使用扭力扳手;二是通过测量法兰密封面的间隙控制金属缠绕垫片压缩量。如对于4.5 mm厚的金属缠绕垫, 压缩量1.2 mm左右为宜, 预紧螺栓时还应注意要均匀对称地进行, 以防止紧偏。
综合上述的装配要求, 从螺栓的紧固顺序到螺栓的紧固扭矩和金属缠绕垫的压缩量分别进行了控制 (以螺栓的紧固扭矩为主, 压缩量为辅) , 并且螺栓的扭矩从9 500 N·m降低到8 000~8 500 N·m;在水压试验中, 压力试验一次通过, 法兰密封处没有泄漏发生;将这些经验成功地复制到另外一台同样的换热器, 压力试验也一次性通过。
7 售后维修
因管箱法兰处金属缠绕垫内环上钻有定位孔, 如果设备到客户现场的维修或客户大修, 需要更换金属缠绕垫的话, 可以采取本文介绍的方法, 将原弹性圆柱销和垫片取下, 在新的金属缠绕垫上钻定位孔, 对客户现场的安装没有任何影响。
8 结束语
正确可靠地安装金属缠绕垫是保证良好密封效果的关键。对于非基本型的金属缠绕垫, 通常都带有内环或带有内环和对中环型两种, 本文介绍的在金属缠绕垫内环钻定位孔的案例, 为金属缠绕垫的安装提供了新的思路, 特别是大口径的金属缠绕垫, 同时控制螺栓的紧固顺序和紧固扭矩是保证金属缠绕垫密封的重要因素。需要指出的是, 对于大口径的金属缠绕垫片, 因内压对密封金属缠绕垫片应力的影响会导致螺栓拉伸, 适当地加大螺栓紧固扭矩是达到长期可靠密封性的重要因素。

同类文章排行
- 金属齿形垫片与金属缠绕垫片区别和简述
- 金属缠绕垫片拆卸方法概述
- 金属缠绕垫片出现之前是如何密封的
- 密封垫片常用的14种金属材料分析
- 金属缠绕垫片各方面指标远超纸垫
- 盘根取出器的前世今生
- GB9126-2008-T 管法兰用非金属平垫片 尺寸
- 金属缠绕垫片为什么不能安装在ABB电磁流量计上
- GBT19675.2-2005管法兰用金属冲齿板柔性石墨复合垫
- 金属缠绕垫安装案例解析
最新资讯文章
- 换热器浮头盖中不锈钢膨胀石墨缠绕垫片的密封
- 金属缠绕垫片在工业法兰盘密封中使用的必要性
- 金属缠绕垫片拆卸的八大方法
- 密封垫片常用的14种金属材料分析
- 金属缠绕垫片分类及对应的管线等级
- 金属缠绕垫片各方面指标远超纸垫
- 基本型金属缠绕垫片适用于哪种法兰
- 金属缠绕垫片拆卸方法概述
- 金属缠绕垫片采购避坑指南
- 金属缠绕垫安装案例解析
- 我国金属缠绕垫片制造质量亟待提升
- 金属缠绕垫片在高温下的密封性能挑战
- 金属缠绕垫片型号中首位英文字母及后面的四位
- 盘根取出器的前世今生
- 金属缠绕垫片制作工艺解析
- 金属缠绕垫片解决液化石油气罐站法兰密封失效
- 金属齿形垫片与金属缠绕垫片区别和简述
- 金属缠绕垫片,到底有多重要?
- 金属缠绕垫片规格怎么量
- 金属缠绕垫片如何确保实现长久的应用