

金属缠绕垫片生产流程大揭秘
文章出处:未知 浏览次数:发表时间:2018-03-08
舰腾密封严格按照以下流程生产金属缠绕垫片
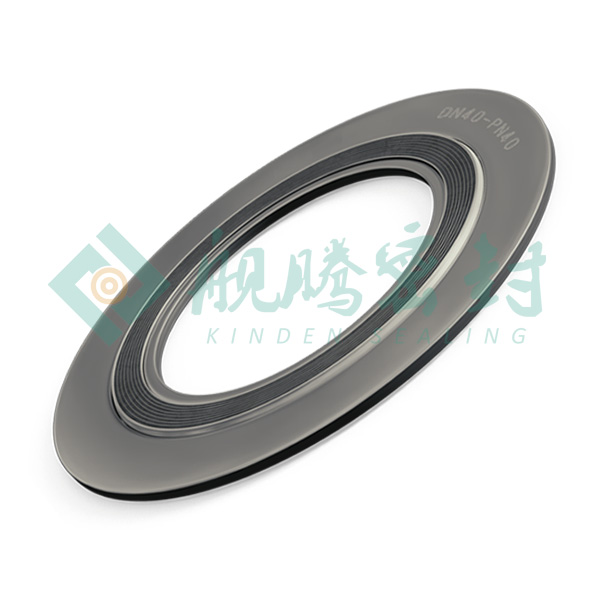
我们在生产带内环金属缠绕垫片的时候,首先把内环紧紧固定在缠绕垫制作机上面,把钢带首端和内环用电焊机焊接牢固,绕制三圈后加入非金属带,在缠绕即将结束时,同样先把非金属带切断,等待钢带继续绕行三圈后,截断钢带,紧密点焊。
我们在生产带内环金属缠绕垫片的时候,首先把内环紧紧固定在缠绕垫制作机上面,把钢带首端和内环用电焊机焊接牢固,绕制三圈后加入非金属带,在缠绕即将结束时,同样先把非金属带切断,等待钢带继续绕行三圈后,截断钢带,紧密点焊。
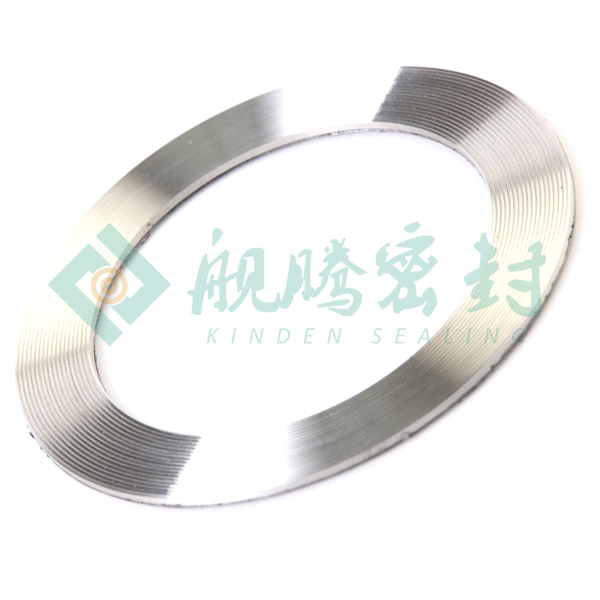
在生产基本型金属缠绕垫片的时候,首先必须选择合适的模芯,把钢带和模芯固定好放入缠绕垫制作机中,在钢带绕至第二圈时,根据金属缠绕垫片生产要求紧密点焊,之后加入非金属带。在缠绕即将结束时,同样生产内环金属缠绕垫片一样,先把非金属带切断,等待钢带继续绕行三圈后,截断钢带,紧密点焊。
基本型金属缠绕垫片是由“V”型金属带和非金属带相互重迭连续缠绕而成,金属带与非金属带应紧密贴合、层次均匀,不得有折皱、空隙等缺陷。 基本型金属缠绕垫片缠绕时,初绕和终绕应各有不少于三圈金属带,圈间不得填入非金属带。
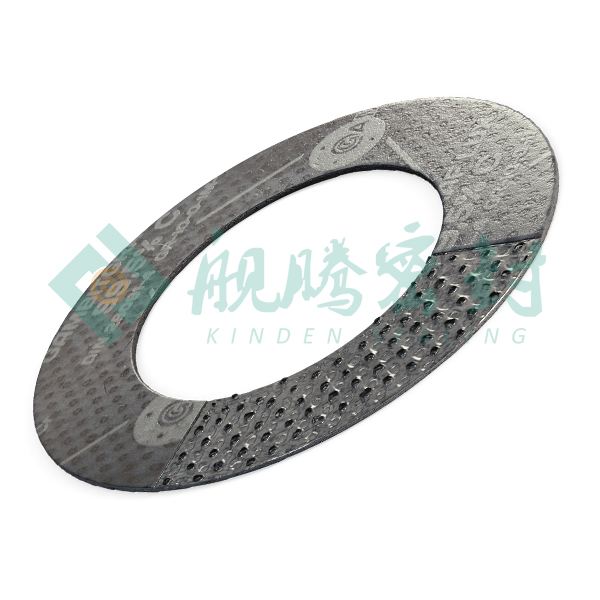
带外环的金属缠绕垫片在基本型金属缠绕垫片末端点焊后,应在外圈继续缠绕1.5~2圈金属带,用以装配外环时调整间隙和定位,空圈金属带不计算在垫片外径数值内。
外环金属缠绕垫片与基本型金属缠绕垫片之间应有0.5~1.5mm的装配间隙,对大直径金属缠绕垫片取较小值,对小直径金属缠绕垫片取较大值。 基本型金属缠绕垫片内外侧焊点数应符合表1规定,且位于内侧始端和外侧末端的焊点数不应少于三点。
内侧焊点间隔不大于75mm,外侧焊点间隔为35~40mm。 基本型金属缠绕垫片缠绕完毕后,其密封面不得再进行预压处理或其它加工。
最后一道工序完成后金属缠绕垫片交检验员进行检验。
以上内容为宁波市舰腾密封件有限公司原创作品,转载注明来源:http://www.nbsealing.com/,盗转必究。
以上内容为宁波市舰腾密封件有限公司原创作品,转载注明来源:http://www.nbsealing.com/,盗转必究。
下一篇:金属缠绕垫片出现之前是如何密封的 上一篇:金属缠绕垫片里4位数字专业解释

同类文章排行
- 金属齿形垫片与金属缠绕垫片区别和简述
- 金属缠绕垫片拆卸方法概述
- 金属缠绕垫片出现之前是如何密封的
- 密封垫片常用的14种金属材料分析
- 金属缠绕垫片各方面指标远超纸垫
- 盘根取出器的前世今生
- GB9126-2008-T 管法兰用非金属平垫片 尺寸
- 金属缠绕垫片为什么不能安装在ABB电磁流量计上
- GBT19675.2-2005管法兰用金属冲齿板柔性石墨复合垫
- 金属缠绕垫安装案例解析
最新资讯文章
- 换热器浮头盖中不锈钢膨胀石墨缠绕垫片的密封
- 金属缠绕垫片在工业法兰盘密封中使用的必要性
- 金属缠绕垫片拆卸的八大方法
- 密封垫片常用的14种金属材料分析
- 金属缠绕垫片分类及对应的管线等级
- 金属缠绕垫片各方面指标远超纸垫
- 基本型金属缠绕垫片适用于哪种法兰
- 金属缠绕垫片拆卸方法概述
- 金属缠绕垫片采购避坑指南
- 金属缠绕垫安装案例解析
- 我国金属缠绕垫片制造质量亟待提升
- 金属缠绕垫片在高温下的密封性能挑战
- 金属缠绕垫片型号中首位英文字母及后面的四位
- 盘根取出器的前世今生
- 金属缠绕垫片制作工艺解析
- 金属缠绕垫片解决液化石油气罐站法兰密封失效
- 金属齿形垫片与金属缠绕垫片区别和简述
- 金属缠绕垫片,到底有多重要?
- 金属缠绕垫片规格怎么量
- 金属缠绕垫片如何确保实现长久的应用